




无畏挑战,从容应对 世赫集团提供全系列分散、研磨、乳化、搅拌混合设备,全面满足各种生产工艺需求!

选择,从此大不同 全球10000多家用户共同之选择,世赫集团为您提供全面的解决之道!

由繁入简,自由随心 工程项目EPC总承包:世赫集团为您提供
设计、设备、采购、自动化控制、施工及项目管理等全方位服务
设计、设备、采购、自动化控制、施工及项目管理等全方位服务


专业用心,如影随行 完善的服务体系、先进的服务理念,专业的服务团队,世赫集团
为您提供全面贴心的服务!
为您提供全面贴心的服务!



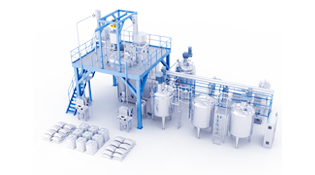
解决方案 给不同应用行业提供整体解决方案
公司介绍
火狐电竞电子竞技(中国)有限责任公司创建于2009年,核心产品有:MOFA制浆系统、双行星动力分散搅拌机、纳米浆料研磨设备、粉体/液体自动配料系统,成套设备以及项目建设EPC总承包业务等;产品广泛应用于电池浆料、电子浆料、陶瓷浆料、胶黏剂、涂料油墨、医药食品、磁性材料等行业。
集团全系列核心产品全部通过欧盟产品CE认证,先后为全球100多个国家10000多家用户提供产品与服务,获得广泛好评!
集团全系列核心产品全部通过欧盟产品CE认证,先后为全球100多个国家10000多家用户提供产品与服务,获得广泛好评!
- 成立于
年
- 覆盖国家
+
- 成功案例
+

































Copyright © 2024 世赫集团. All Rights Reserved. 沪ICP备10203972号-2
- 微信
 微信二维码
微信二维码